Erdungsmaßnahmen
Schneidanlage unter Beachtung aller „Best Practices“ für die korrekte Erdung einrichten.
- Sofern nicht anders angegeben, verwenden Sie für XPR® -Schneidanlagen nur Kabel mit einem Querschnitt von mindestens 21,2 mm2 (4 AWG) (047031) für die in Beispiel für ein Erdungsschema bei einem Plasmaschneidgerät dargestellten Elektromagnetische Interferenz (EMI)-Erdungsleitungen.
- Der Schneidtisch wird für den allgemeinen EMI-Erdungspunkt oder Sternpunkt verwendet. Der Tisch sollte mit angeschweißten Gewindebolzen versehen sein, auf denen eine Kupferstromschiene angebracht ist. Eine separate Stromschiene sollte auf der Portal-Schneidmaschine so nah wie möglich an den einzelnen Motoren angebracht sein. Wenn an jedem Ende des Portals Motoren vorhanden sind, sollte eine separate EMI-Erdungsleitung vom entfernt gelegenen Motor zur Portal-Stromschiene gelegt werden. Die Portal-Stromschiene sollte über eine separate, schwere EMI-Erdungsleitung (21,2 mm2) (4 AWG, 047031) zur Stromschiene des Tisches verfügen. Die EMI-Erdungsleitungen für die Brennerhöhenverstellung und die Entfernte Hochfrequenz (RHF)-Konsole oder die kombinierte Zünd-/Gasanschlusskonsole müssen separat zur Erdungsschiene des Tisches laufen.
- Eine ungeeignete Erdung setzt nicht nur die Bediener gefährlichen Spannungen aus, sondern erhöht auch das Risiko von Ausfällen der Anlage und einer unnötigen Stillstandzeit. Idealerweise sollte eine Erdung Null Ohm Widerstand haben, die Erfahrung lehrt jedoch, dass ein Widerstand von unter 1 Ohm für die meisten Anwendungen ausreichend ist. Hypertherm® empfiehlt, Ihre nationalen und örtlichen Elektrizitätsvorschriften zu Rate zu ziehen, um sicherzugehen, dass Ihre Erdungs- und Abschirmungsmaßnahmen die Anforderungen Ihres Standorts erfüllen.
- Ein Erdungsstab (eine Schutzerde (PE)-Erdung), der alle anwendbaren örtlichen und nationalen elektrischen Vorschriften erfüllt, muss im Abstand von max. 6 m (20 ft) zum Schneidtisch angebracht werden. Bei XPR-Schneidanlagen muss die PE-Erdung durch ein Erdungskabel mit einem Querschnitt von mindestens 21,2 mm2 (4 AWG) (047031) an der Erdungsschiene des Schneidtisches erfolgen. Wenden Sie sich an einen Elektriker in Ihrer Nähe, um sicherzugehen, dass Ihre Erdung allen nationalen und örtlichen Elektrizitätsvorschriften entspricht.
- Für die effektivste Abschirmung sollten für Eingang/Ausgang (E/A)-Signale, serielle Kommunikationssignale, Mehrpunktverbindungen von Plasmaanlage zu Plasmaanlage und Verbindungen zwischen allen Komponenten der Hypertherm-Anlage die Hypertherm-Rechnergestützte numerische Steuerung (computer numerical control, CNC)-Interface-Kabel verwendet werden.
- Sämtliche im Erdungssystem verwendeten Ausrüstungsteile müssen aus Messing oder Kupfer bestehen. Zwar können zum Montieren der Erdungsschiene an den Schneidtisch geschweißte Stahlstifte verwendet werden, doch es können keine weiteren Teile aus Aluminium oder Stahl im Erdungssystem vewendet werden.
- Wechselstrom (AC)-Strom-, PE- und Betriebserdung müssen an allen Geräten gemäß örtlichen und nationalen Vorschriften angeschlossen werden.
- Bei einer Schneidanlage mit einer RHF--Konsole oder einer kombinierten Zünd-/Gasanschlusskonsole müssen die positiven, negativen und Pilotlichtbogenkabel so weit wie möglich zusammen gebündelt werden. Brennerschlauchpaket, Werkstück- und Pilotlichtbogenkabel (Düse) können parallel zu anderen Drähten oder Kabeln laufen, wenn sie mindestens 150 mm (6 Zoll) entfernt sind. Wenn möglich, Netz- und Signalkabel in separaten Kabelkanälen führen.
- Bei einer Schneidanlage mit einer RHF--Konsole oder einer kombinierten Zünd-/Gasanschlusskonsole empfiehlt Hypertherm, dass Sie diese Konsole so nahe wie möglich am Brenner montieren. Diese Konsole muss über eine separate Erdungsleitung zur Schutzleiter-Stromschiene am Schneidtisch verfügen.
- Alle Hypertherm-Komponenten sowie alle anderen CNC- oder Antriebsmotor-Schaltschränke oder -Gehäuse müssen über eine separate Erdungsleitung zum gemeinsamen Punkt (Sternpunkt) am Tisch verfügen. Dies beinhaltet auch die Zünd-/Gasanschlusskonsole, selbst wenn sie mit dem Plasmaschneidgerät oder dem Schneidtisch verschraubt ist.
- Bei XPR-Schneidanlagen müssen die Kupplung an der Pilotlichtbogenleitung und die Kühlmittelschlauch-Baugruppe fest mit den Muffen der TorchConnect™ -Konsole und der Brenneranschlusskonsole verbunden sein. Die Klemme unbedingt fest anziehen. Die Muffe am Brennerschlauchpaket muss fest mit dem Brennerschaft verbunden sein. Die Klemme unbedingt fest anziehen. Schließen Sie eine Erdungsleitung (10 AWG) an die flache Klemme an der Montagemuffe des Brenners an.
- Der Brenner-Halter- und -Abschaltmechanismus – der Teil, der an der Höhenverstellung, und nicht am Brenner angebracht ist – muss am stationären Teil der Höhenverstellung mit Kupferdrahtgeflecht von mindestens 12,7 mm (0,5 Zoll) Breite angebracht werden. Von der Höhenverstellung zur Schutzleiter-Stromschiene auf dem Portal muss ein separates Kabel laufen. Die Ventilbaugruppe sollte ebenfalls über einen separaten Schutzleiter-Anschluss zur Stromschiene auf dem Portal verfügen.
- Wenn die Portal-Schneidmaschine auf Schienen läuft, die nicht am Tisch angeschweißt sind, dann muss jede Schiene mit einer Erdungsleitung vom Ende der Schiene am Tisch angeschlossen sein. Die Schienen-Erdungsleitungen sind direkt an den Tisch angeschlossen und müssen nicht an der Schutzleiter-Stromschiene am Tisch angeschlossen sein.
- Wenn Sie eine Spannungsteiler-Platine (Platine (PCB)) installieren, dann bringen Sie diese so nah wie möglich an der Stelle an, an der die Lichtbogen-Spannung erfasst wird. Eine empfohlene Position ist innerhalb des Gehäuses der Plasma-Stromquelle. Wenn eine Hypertherm-Spannungsteiler-Platine (Platine) verwendet wird, ist das Ausgangssignal von allen anderen Stromkreisen isoliert. Das verarbeitete Signal sollte durch ein verdrilltes, abgeschirmtes Kabel laufen ( Belden® 1800F oder ähnliches). Verwenden Sie ein Kabel mit einer Litzenabschirmung und nicht mit einer Folienabschirmung. Die Abschirmung muss mit dem Chassis des Plasmaschneidgeräts verbunden werden und darf am anderen Ende nicht angeschlossen werden.
- Alle anderen Signale (analoge, digitale, serielle, Encoder) sollten in einem abgeschirmten Kabel mit verdrillten Kabelpaaren geführt werden. Die Anschlussklemmen dieser Kabeln sollten ein Metallgehäuse haben. Die Abschirmung, nicht die Entstörleitung, sollte an das Metallgehäuse der Anschlussklemmen an jedem Ende des Kabels angeschlossen werden. Die Abschirmung oder Entstörleitung niemals durch den Anschluss einer der Stifte führen.
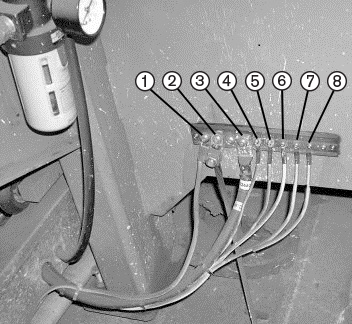
| 1 | Portal-Erdungsschiene |
|---|---|
| 2 | Erdungsstab |
| 3 | Werkstückkabel (+) Plasmaschneidgerät |
| 4 | Gasanschlusskonsole |
| 5 | CNC Gehäuse |
| 6 | Brennerhalterung |
| 7 | Chassis des Plasmaschneidgeräts |
| 8 | TorchConnect-Konsole |
| Kühler, falls zutreffend (nicht abgebildet) |
Die folgende Abbildung zeigt ein Beispiel für eine Portal-Erdungsschiene. Sie ist am Portal in der Nähe des Motors angeschraubt. Jede einzelne Erdungsleitung der auf dem Portal montierten Komponenten ist mit der Schiene verbunden. Ein einzelnes schweres Kabel verbindet dann anschließend die Portal-Erdungsschiene mit der Erdungsschiene am Tisch.
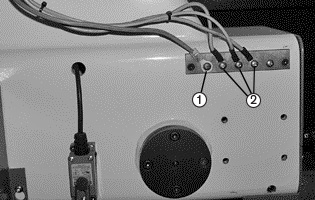
| 1 | Kabel zur Erdungsschiene am Schneidtisch |
|---|---|
| 2 | Erdungsleitungen von den Komponenten auf der Portal-Schneidmaschine |